不銹鋼拋光加工工藝能夠分成打磨拋光和發光兩一部分。現將該兩一部分加工工藝和方式 小結以下:
一、打磨拋光
不銹鋼的焊接件打磨拋光關鍵總體目標是除掉點焊,做到粗糙度為R10um的產品工件,為發光做準備!
打磨拋光一部分歸納而言有:
三個工藝流程:精磨,半精拋,精拋
三個面:2個側邊一個棱邊
九個研磨拋光機
二十七個調整組織
詳細描述以下:
1、對上路轉到打磨拋光工藝流程的產品工件開展估測檢測,如焊接是不是有假焊,焊穿,點焊濃淡不勻稱,偏移接縫處很遠,部分凹痕,連接參差不齊,是不是有較深刮痕,磕傷,比較嚴重形變等在本工藝流程沒法挽救的缺點,如果有所述缺點應回到上道工藝過程整修。假如無所述缺點,進到本打磨拋光工藝流程。
2、精磨,用600#的砂布在三面上來回切削產品工件,本工藝流程要做到的總體目標是除掉產品工件電焊焊接留有的點焊,及其在上步工藝流程出現的磕傷,做到焊縫圓弧基本成形,平面和正垂面基礎沒有大刮痕,無磕傷,經此步工藝流程后產品工件表層的表面粗糙度應能做到R0.8毫米。留意在打磨拋光全過程中留意砂帶機的歪斜視角和操縱好砂帶機對產品工件的工作壓力。一般來說以與被拋面成一條平行線較為適度!
3、半精拋,用800#的砂布依照前邊來回切削產品工件的方式 中磨產品工件的三面,主要是對前邊工藝流程出現的接縫處開展調整 及其對精磨后造成的劃痕開展進一步的精磨,對前邊工藝流程留有的劃痕要不斷切削,做到產品工件表層無刮痕,基礎調亮。本工藝流程粗糙度應能做到R0.4mm。(留意本工藝流程不必造成新的刮痕及磕傷,由于在后面的工藝流程沒法修復該類缺點。)
4、精拋,用1000#的砂布主要是對前步工藝流程出現的細微紋線的調整 切削,切削方式 與上同。本工藝流程要做到的總體目標是切削一部分與產品工件未切削一部分的接縫處基礎消退,產品工件表層進一步明亮,根據本工藝流程切削后的產品工件要基礎貼近鏡面玻璃實際效果,產品工件粗糙度應能做到R0.毫米
5、有關拆換砂布的表明:一般來說,600#的砂布能夠研磨拋光1500Mm長的產品工件6-8根,800#的砂布能夠研磨拋光產品工件4-6根,1000#的砂布能夠研磨拋光產品工件1-2根,詳細情況還應以產品工件電焊焊接點焊狀況,打磨拋光應用的工作壓力,及其打磨拋光的具體方法有非常大的關聯。此外還特別注意拆換砂布務必確保砂布在海棉輪可以穩定旋轉,以做到勻稱切削產品工件的目地。
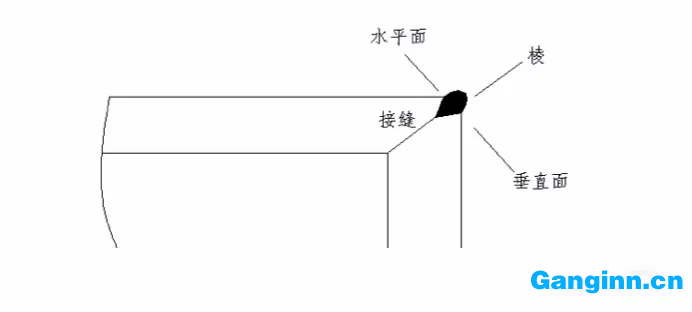
打磨拋光三個面表明:焊件必須打磨拋光以電焊焊接棱邊為交界線的水準和垂直的雙面,從總體上一共需打磨拋光三面,其打磨拋光平面圖如下圖所顯示:
九個研磨拋光機平面圖:三個砂帶機做為一個工藝流程(一組)打磨拋光三個面,具體工作上,后一組砂帶機的打磨拋光部位需比前一組砂帶機的打磨拋光部位前行1-1.5毫米,此設計方案是為了更好地后邊一組研磨拋光機能更強的打磨拋光掉前一組留有的打磨拋光的劃痕。

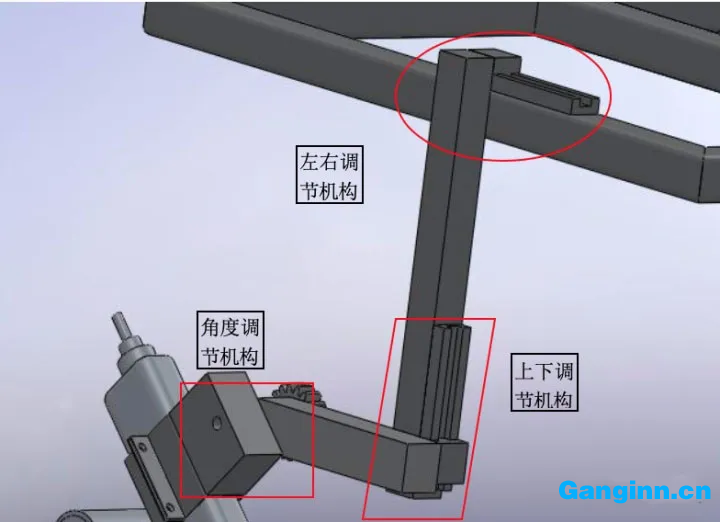
二十七個調整組織:每一個砂帶機上各自有前后左右調整組織,左右調整組織,砂帶機視角調整組織。視產品工件電焊焊接的詳細情況,很后進行的機器設備由三至四個發電機組構成,每一個發電機組安裝不一樣目地砂布開展打磨拋光。每一個砂帶機的打磨拋光部位和視角及打磨拋光工作壓力由研磨拋光機調整組織操縱,并在機器設備開始工作以前開展調整,使每臺砂帶機處在適當的部位和適當的視角并和具備適當的壓力,在所述所顯示的三個調整組織中,需有一個組織能根據光電傳感器檢驗的數據信號來操縱其相對調整,避免出現打磨拋光兩邊切削過多的狀況。例如設定砂帶機視角調整組織,根據光電傳感器檢驗產品工件進到到砂帶機的正下方,這時候調整組織起動操縱砂帶機伸出,等候產品工件進到到某一部位時調整組織將砂帶機落下來,砂帶機接電源或是換氣剛開始開展打磨拋光工作中,打磨拋光快完畢時檢測中心一樣檢驗到產品工件將要打磨拋光進行,調整組織氣動式操縱砂帶機伸出,待產品工件根據后落下來,那樣能夠防止不銹鋼方管兩邊研磨拋光過多的狀況出現。
打磨拋光的具體方法:

根據砂帶機的大海棉輪壓著產品工件開展打磨拋光,打磨拋光的另外能夠水準挪動砂帶機或是產品工件,把電焊焊接的點焊逐一打磨拋光掉。

二、發光一部分
發光一部分關鍵目地是將前邊打磨拋光出的不銹鋼板開展鏡面玻璃發光,做到鏡面玻璃的目地。
本加工工藝歸納而言有:
2個加工工藝:拋光打蠟,放亮
2個電動機,2個羊毛輪,大青臘,布
主要內容以下上述:
1、估測上一步工藝流程進到本工藝流程的焊件,查驗確定是不是有漏打磨拋光至1000#、全部點焊未打磨拋光、存有粗打磨拋光印痕、毀壞防護膜比較嚴重、及其切削過多、圓弧過大、兩邊切削比較嚴重、打磨拋光不勻稱有的地區濃淡不一等各種各樣打磨拋光打磨拋光環節出現的在發光環節沒法修補的難題,若存有那樣的難題需回到再次打磨拋光或是修復。(在本工藝流程中沒法修補打磨拋光中出現的磕傷,碰傷,及其大的刮痕,但能夠修補很細微的皺紋,例如1000#打磨拋光出的較為小的皺紋。可是很費勁)
2、鏡面玻璃
運用髙速電機驅動器用羊毛輪(市面上有銷售),相互配合大青臘模仿前邊的打磨拋光的方式 開展鏡面玻璃拋光,本工藝流程關鍵目地是把歷經前邊幾個工藝流程打磨拋光進行后的產品工件開展鏡面玻璃拋光,而不是進一步切削。留意在這里步工藝流程實際操作時不必將拋光膏蹭到產品工件表層的遮蓋膜上邊,留意不必損害遮蓋膜。
3、放亮
本工藝流程是拋光處理的很終一道工藝流程,用整潔的純棉布輪在歷經鏡面玻璃后的產品工件表層磨擦,將前邊全部工藝流程完 成后的產品工件擦干凈,放亮。本工藝流程的總體目標是產品工件表層辨別出不來電焊焊接印痕,及其將拋光打蠟研磨拋光過的產品工件放亮,色度做到全反射高9k,并且產品工件拋過的一部分與沒拋過的一部分基本上看不出來差別。做到鏡面玻璃實際效果。
4、有關拋光打蠟的表明:
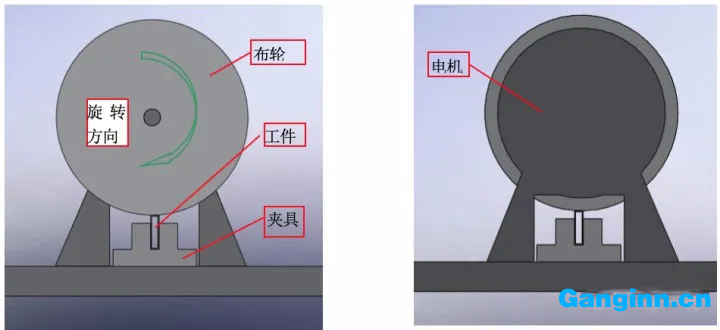
a.拋光打蠟的具體方法:一般狀況是在開展研磨拋光產品工件以前先給羊毛輪開展拋光打蠟,待羊毛輪上沾有青臘后才剛開始開展研磨拋光。拋光打蠟的方法如下圖所顯示:

b.為何電機馬達立即驅動器羊毛輪拋光打蠟研磨拋光不銹鋼板產品工件能導致其調亮:由于大青臘是一種油溶性化學物質,在常溫狀態時呈固體,在高溫下呈液體,電機馬達立即驅動器羊毛輪高速運轉當羊毛輪表層沾到大青臘后在產品工件表層碾磨因為油溶性化學物質的油溶性促使產品工件表層調亮,因而驅動器羊毛輪開展打磨拋光的電動機的挑選就很重要,根據具體工作經驗總打磨拋光應用的電動機其轉速比應不少于13000r/min,其輸出功率不可小于500w,速率小于這一速率時其拋打磨的產品工件的不管從色度或是鏡面玻璃實際效果都并不是很理想化,因而一般的一般電動機難以考慮其規定,一般挑選電機馬達。
c.目前市面上的羊毛輪有粗輪和細輪之分。羊毛輪的挑選很重要,應用羊毛絨很不光滑的羊毛輪研磨拋光后非常容易出現打磨拋光過的印痕,在具體生產制造中一般應用細羊毛輪,那樣拋出來的實際效果才好!
d.在研磨拋光全過程中還需操縱好對產品工件的工作壓力,過大的工作壓力羊毛輪打磨拋光掉防護膜的地區總面積過大,乃至會出現打黑產品工件,毀壞產品工件本來的鏡面玻璃實際效果等狀況
e.在打磨拋光的全過程中需持續提供大青臘,不然會出現因為溫度過高羊毛輪出現起煙的狀況,這對羊毛輪的損壞十分比較嚴重,對不銹鋼板的危害也非常大。
f.針對必須在發光環節修補的細微紋理需獨立人力修補,修補工作中十分費勁,假如能盡可能不必在這里環節開展一切修補工作中。
g.拋光打蠟電動機一般安裝2個電動機,每一個電動機承擔打磨拋光產品工件的在其中的一面,視狀況能夠考慮到提升一個研磨拋光棱邊的電動機,以提升棱邊的色度。
h.視狀況對羊毛輪開展拆換。
有關放亮的幾個方面填補:

放亮方式 基礎和拋光打蠟具體方法一致,僅僅拋光打蠟中的羊毛絨交替為放亮中的布輪。
放亮是全部打磨拋光中的很終一道加工工藝,一定要保證 產品工件打磨拋光發光后不容易有一切毀壞鏡面玻璃的狀況,不然功虧一簣。
a.放亮的方式 是將布輪立即安裝在電機馬達上,完成髙速旋轉,在產品工件表層上擦洗,擦下去產品工件上的廢棄物和粘附的大青臘,做到放亮的目地!在具體的放亮中通常配上研磨粉一并開展,研磨粉能除去油溶性化學物質大青臘,其在放亮中的的關鍵功效是為了更好地非常容易的除掉黏附在產品工件上的青臘,假如不配合研磨粉,產品工件表層的大青臘將難以除去,并且還非常容易黏在別的地區,危害別的地區的美觀大方。