什么叫粗糙度?
在行業交流中,很多人習慣性應用“表層光滑度”指標值。實際上,“表層光滑度”是按人的視覺效果見解明確提出來的,而“粗糙度”是按表層外部經濟幾何圖形樣子的具體明確提出來的。由于要與國家標準(ISO)對接,國家標準中早就已不應用“表層光滑度”這一表述專業術語,靠譜、認真細致的表述均應應用“粗糙度”一詞。
粗糙度就是指生產加工表層具備的較小間隔和細微峰谷的不平度。其兩波峰焊或兩波谷中間的間距(波距)不大(在毫米下列),它歸屬于外部經濟幾何圖形樣子偏差。
實際指細微峰谷Z高矮水平和間隔S情況。一般按S分:
S<毫米 為粗糙度
1≤S≤10毫米為波浪紋度
S>10毫米為 f 樣子

粗糙度產生要素
粗糙度一般是由所選用的生產加工方式 和別的要素所產生的,比如生產過程中數控刀片與零件表層間的磨擦、切削分離出來時表層金屬材料的塑性形變及其加工工藝系統軟件中的高頻率震動、金屬加工的充放電凹痕等。因為生產加工方式 和產品工件原材料的不一樣,被生產加工表層留有印痕的濃淡、親疏、樣子和紋路都是有區別。

粗糙度鑒定根據
1)抽樣長短
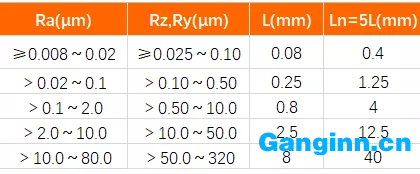
各主要參數的單位長度,抽樣長短是點評粗糙度要求一段基準點的長短。在ISO1997規范下一般應用0.08mm、0.25mm、0.8毫米、2.5毫米、8毫米為標準長短。
Ra、Rz、Ry的抽樣長短L與鑒定長短Ln采用值
2)鑒定長短
由N個標準長短所組成。零部件表層各一部分的粗糙度,在一個標準長短上沒法真正地反映出表面粗糙度真正主要參數,只是必須取N個抽樣長短來鑒定粗糙度。在ISO1997規范下鑒定長短一般為N相當于5。
3)基準點
基準點是用于鑒定粗糙度主要參數的輪廊中心線 。
粗糙度鑒定主要參數
1)高寬比特征參數
Ra 輪廊算數平均偏差:在抽樣長短(lr)內輪廊偏距平方根的算數平均值。在具體精確測量中,測點的數量越多,Ra越精確。
Rz 輪廊較大 高寬比:輪廊山頂線和低谷線中間的間距。
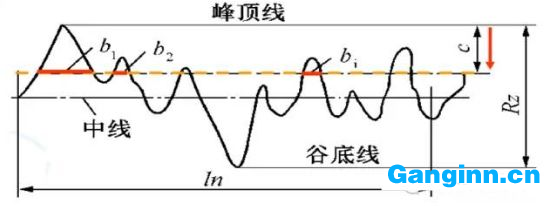
在力度主要參數常見范疇內優先選擇采用Ra 。在二零零六年之前國家行業標準中還有一個鑒定主要參數為“外部經濟不平度十點高寬比”用Rz表示,輪廊較大 高寬比用Ry表明,在二零零六年之后國家行業標準中取消了外部經濟不平度十點高寬比,選用Rz表示輪廊較大 高寬比。
2)間隔特征參數
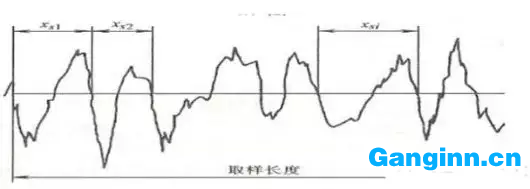
Rsm 輪廊模塊的均值總寬。在抽樣長短內,輪廊外部經濟不平度間隔的均值。外部經濟不平度間隔就是指輪廊峰和鄰近的輪廊谷在中心線上的一段長短。同樣的Ra值的狀況下,其Rsm值不一定同樣,因而體現出去的紋路也會不同樣,高度重視紋路的表層一般 會關心Ra與Rsm這兩個指標值。
Rmr 樣子特征參數用輪廊支撐長短率表明,是輪廊支撐點長短與抽樣長短的比率。輪廊支撐長短是抽樣長短內,平行面于中心線且與輪廊山頂線距離為c的平行線與輪廊相截所獲得的每段截線長短之和。
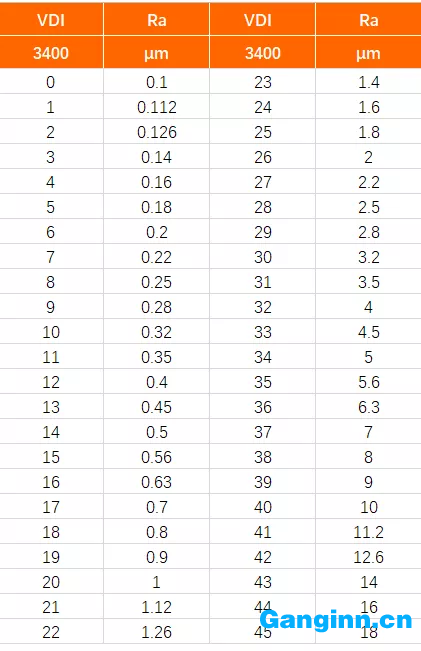
VDI3400、Ra、Rmax對應表
在中國具體生產制造中要用Ra指標值;日本國常見Rmax指標值,等同于Rz指標值;歐洲國家常見VDI3400規范來標識粗糙度,做歐州磨具訂單信息的加工廠,常常會采用VDI指標值,例如總聽客戶說“這一商品的表層按VDI30做”。
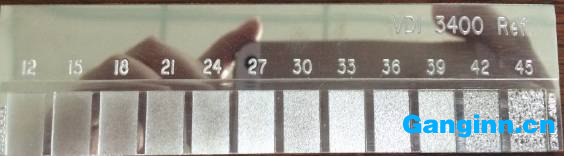
VDI3400表層與常見規范Ra擁有對應關系,許多 人常常要去搜集資料找相匹配的值,下邊這一份報表很全,強烈推薦個人收藏。
VDI3400 規范與Ra 對應表
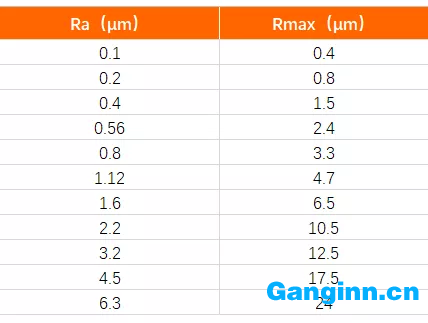
Ra 與Rmax 對應表
有關粗糙度還可參照《尺寸公差、形位公差、表面粗糙度之間的關系》一文