別稱:透氣性鋼,新東透氣性鋼,透氣性不銹鋼板材,SINTO透氣性鋼,日本國SINTO透氣性鋼,PM35透氣性鋼,PM-35透氣性鋼,日本國PM-35透氣性鋼,粉末狀煅燒透氣性鋼,PORCERAX透氣性鋼,PORCERAXⅡ透氣性鋼,透氣性模具鋼材,多孔結構模具鋼材,磨具透氣性鋼,進口透氣性鋼,日本進口透氣性鋼,塑料模具專用型透氣性鋼,橡膠模具透氣性鋼,注塑模具透氣性鋼,注入模具鋼材困氣專用型透氣性鋼型號規格:PM-35-7,PM-35-25,PM-35-35

原產地:日本國 知名品牌:新東,Sinto
特性:
1.比例小,強度大。
2.動能速即好。
3.制振效果非常的好。
4.比表面大。有1/4的機構是埋孔。
特點:
1.減少注入工作壓力,降低成形和固化時間。
2.減少和清除成形件的熱應力,避免商品的形變和曲翹。
3.表層紋路的塑料零件,因為超高壓造成的光亮紋路,能處理規定啞光的表層。
4.因為磨具分析面的相互配合,能夠處理出模艱難等狀況。處理一般 運用模具頂針、鑲件等沒法出示充足表層地區以容下很有可能造成的很多汽體等眾多難題,防止了運用分析面或別的排放系統而造成的毛邊以及他缺陷。
5.可讓因為進膠口偏差、厚度不均、壁薄商品等較難成形難題獲得處理和減輕。
6.因為成形原材料高溫造成的汽體和磨具腔內迅速聚壓造成的燒糊、氣痕、欠料、呼吸導致的零件形變等缺點能獲得充足處理。
7.提升成形生產率,節省產品成本。
使用說明書:PM-35透氣性鋼是一種上等透氣性能不銹鋼板材,內部由細小的小圓孔相接組成,使氣體或一切汽體能成功滲入及越過。因而,于塑料模具之適度部位鑲好PM-35透氣性鋼,由汽體所產生的注塑加工難題,能夠**,使成形生產加工更為上品。除此之外,PM-35透氣性鋼具有優良之物理性能,在應用與制做塑料模具上,可選用一般模具鋼材同一生產加工方式 ,如鉆削、碾磨、充放電生產加工等。為使客戶能充份運用透氣性不銹鋼板材之優勢,客戶程序下列應用實施方案:
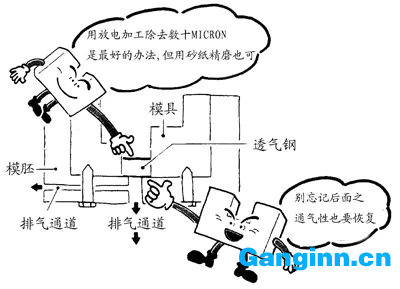
一.在開展碾磨生產加工或一切超重型鉆削后,很有可能會阻塞微孔板。應應用線割、脈沖電流和激光器等的軟鉆削生產加工(軟鉆削就是指對產品工件有輕度相互作用力的,但不至表層機構造成轉變的鉆削方式),在線切割加工時要稍提升生產加工速率,很慢有可能在微孔板里造成電孤,對鉬絲不好。加工的剩余量大時能夠應用硬鉆削生產加工,但須留出0.1~0.3mm容量以軟生產加工來進行。在修復透氣性鋼的表層開展換氣性修復時,解決之技巧有多種多樣:
1.*佳解決方式 是運用充放電生產加工方式 ,作鏡面玻璃生產加工來清除阻塞透出氣孔之鐵銷。
2.以手磨的方式 ,用420號碾磨打磨砂紙打磨拋光,再以1200號碾磨打磨砂紙打磨拋光后竣工。
3.處理方式不單于透氣性鋼內模件之正臉開展,鑲件之里側表層亦需以一樣方式 解決,才可修復鑲件之透氣性能。
4.于相連透氣性鋼鑲件之模胚上設排出氣孔。例:在30*30mm2的PM-35透氣性鋼鑲件身后設一個?10毫米上下的通氣口和維護保養用進氣接頭。它的功效是:(1)把汽體導出來磨具.(2)應按時連接髙壓氣體,**廢棄物,以維持透氣性鋼微孔板的通暢。
二. PM-35透氣性鋼做為鑲件時,請盡可能跟模胚維持1/10的占比尺寸,即PM-35透氣性鋼之容積是1或之上,模胚之容積則為10 。PM-35透氣性鋼鑲件的薄厚應維持在30mm-50毫米中間。PM-35透氣性鋼鑲件的透氣性度會受其薄厚危害,原材料愈厚,透氣性能則愈低,但務必留意,如鑲件過薄得話,很有可能經不住很大之注入工作壓力。在磨具應該科學安排部位、尺寸和總數。提議在動模上應用。透氣性鋼的透氣性量的尺寸和面積正相關,面積越大,透氣性量越大。高寬比越高,透氣性量越弱,應有效挑選直徑和薄厚。

三.在修復透氣性能處理方式后,務必把表層上的油穢**,原材料之內部亦務必保持干凈,要完全清理油穢,務必依照:(1干躁,2超聲波清洗,3干躁)的工藝流程開展。要留意在生產加工時的冷凍液注入原材料身體,長期會堵漏微孔板,應在生產加工進行后快速清理。

四.別的**油漬方式 :1.由磨具中取下PM-35透氣性鋼鑲件加溫至100℃-150℃,讓燃氣化外流,再以空氣壓縮清洗表層。2.如鑲件跟模胚相接,可根據模胚的出氣口用空氣壓縮清洗,把表層上的油穢**。
五.鉆削、碾磨、WIRECUT時需選用的切削液,盡可能應用油溶性一類,如務必應用水溶切削液時,于生產加工后務必馬上用之上**油穢方式 ,盡早去除不銹鋼板材中之水分。
六.于開展EDM線割時,*好應用直徑0.25mm或之上之銅心線生產加工。但如務必應用直徑0.3mm或下列的EDM銅心線時,務必把激光切割速率比平時加速1.5倍。
七.PM-35透氣性鋼不能開展電焊焊接(電焊)生產加工。蝕刻工藝時務必作生產加工前后左右之清理解決。當發覺鑲有PM-35透氣性鋼內模件的磨具之透氣性能下降時,可試著開展油穢解決,使其修復換氣性。
八.熱處理加工時,會把規格收攏或少量形變,一定要注意預埋產量。
九.鉆削時要應用M類之超硬合金刀具。不適感用以熱固性塑料塑料/硫化橡膠之塑料模具。不適感用以規定拋光處理之磨具上。不能應用SILICONE系之脫膜劑。經防銹油維護之透氣性鋼,于應用前務必**由防銹油產生之油穢。
十.合理使用打磨拋光,*理想化的是用超聲波機生產加工。800-1000#打磨砂紙或磨刀石能處理輕度的阻塞微孔板的狀況,但還要留意切削物的清除,應隨時隨地查驗透氣性能能,*好是在安裝進行后一邊進氣口一邊打磨拋光。生產加工后用甲苯清理,假如用超音波加甲苯清理,實際效果更優。安裝時不運用硬塊立即敲擊,那樣會阻塞微孔板,運用紅木或紅銅等墊塊敲入。安裝后用甲苯或汽油涂在表層做為物質,運用出出氣孔進髙壓氣體,查驗透氣性實際效果。全部表層應都勻稱、強有力地冒汽泡為一切正常。如發覺透氣性能能降低,可以用加強機、脈沖電流、激光器等軟生產加工方法填補,并且用甲苯清理,待干躁后就可以修復。因為原材料是網狀結構微孔板機構,不能作為大規模或總體的模具設計,不然會導致塑膠制品精密度降低和磨具使用壽命減少。
透氣性能能無效的解決方案:
PM-35透氣性鋼應用一段時間后,透氣性品質降低:
1.有塑膠碎渣或尼古丁阻塞微孔板,應應用適合的塑膠稀釋液有機溶劑,一小 時后再進髙壓氣體查驗透氣性品質。
2.因為鑲件、塑料添加劑、脫膜劑等造成的油漬阻塞,可由甲苯等清理表層,再進髙壓氣體查驗實際效果。
3.所述依然不可以解決困難,須用軟生產加工方法修復,并且用甲苯清理,待干躁后就可以修復。不可以處理氣痕、斑點等:因為氣痕等所造成的緣故非常復雜,排氣管不佳、冷料穴的尺寸、料口的樣子和部位、磨具溫度、塑膠的特性等。因此很先要明確是哪種緣故導致的。透氣性鋼只處理排氣管不佳。
原廠情況:預硬至HV350-400(HRC35-40)
特點:上等預硬,具透氣性作用,抗銹耐酸堿工作能力優質,易削,充放電生產加工特性優良。
透氣性鋼之構造:PM-35透氣性鋼是一種能“透氣性”的上等不銹鋼板材,由粉末狀煅燒技術性提煉出而成。內部帶有一連串直徑為10μm的微小細孔,占不銹鋼板材總容積的20%-30%.這類獨特構造,不僅有著透氣性工作能力,另外能維持塑料模具需要的高韌性,高韌性及抗腐蝕。
PM-35透氣性鋼的優勢:與傳統式的模具鋼材較為,PM-35透氣性鋼具備許多優異的地區,下列是在其中幾個方面:
1.處理注塑加工難題:運用PM-35透氣性鋼的透氣性能,能夠處理注塑加工時需碰到的艱難如困氣、夾波浪紋、不詳細添充、毛邊等。
2.降低損耗率:PM-35透氣性鋼解決了注塑加工的難題,不僅降低生產制造時的損耗率,另外亦降低對磨具的危害。
3.品質管理流程:由PM-35透氣性鋼所做成的商品,質量優良,規格平穩,降低過后生產加工之必須,進而提升生產主力。
4.節約能源:用以注塑加工時模腔內的空氣能熱水器通過磨具內的微小細孔成功釋放出來,枕壓得到減少,降低卡路里消耗。